

Маркировка сварочных электродов и ее расшифровка

Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров. Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.
Классификация по ГОСТ 9466-75, 9467-75, 10051-75, 10052-75
Маркировка важна для указания качеств и характеристик стержня, а еще его покрытия, влияющего на сжигание дуги и формирования сварочного соединения. Сами электроды производятся в согласовании с ГОСТ 9466-75 и ГОСТ 9467-75 и в обязательном порядке маркируются, чтобы пользователь имел возможность взглянуть на предназначение, как лучше использовать сварочные материалы. В неотъемлемом порядке на упаковке указывается маркировка.
Тип электрода
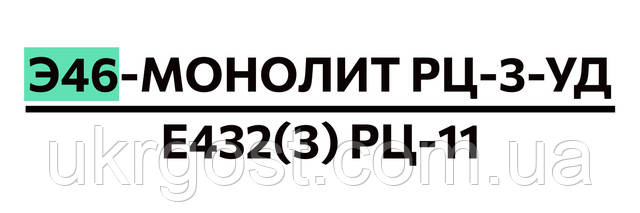
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики.
- Э – электрод предназначен для дуговой ручной сварки;
- 46 – предел прочности сварного шва. В данном случае он составляет 46 кгс/мм².
Для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А. (А – шов будет обладать повышенной пластичностью и ударной вязкостью.)
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие).
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
|---|---|
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |

Марка
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке.
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
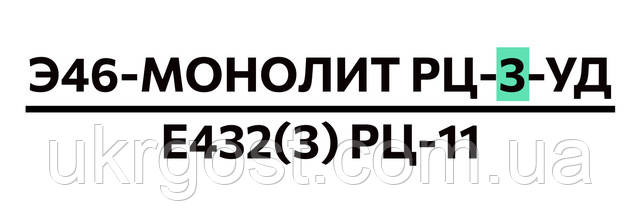
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 3 мм. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.

Назначение
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов.
- У — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм²;
- В — для сварки высоколегированных сталей с особыми свойствами;
- Н — для наплавки поверхностных слоев с особыми свойствами;
- Т — для сварки теплоустойчивых сплавов;
- Л — для сварки конструкционных сталей, в которых присутствуют легирующие элементы.

Обозначение толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. Она необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали.
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600 °С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650 °С, после которого в металле начнутся изменения.
Значение взятое в скобки (3) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 3 содержание ферритной фазы колеблется от 2.0 до 5.5%.
| Индекс | Максимальная рабочая температура, °С | Содержание ферритной фазы в металле шва, % | |
|---|---|---|---|
| по жаропрочности | по жаростойкости | ||
| 0 | - | - | Нерегламент. |
| 1 | До 500 | До 600 | 0,5 - 4,0 |
| 2 | 510 - 550 | 610 - 650 | 2,0 - 4,0 |
| 3 | 560 - 600 | 660 - 700 | 2,0 - 5,5 |
| 4 | 640 - 650 | 710 - 750 | 2,0 - 8,0 |
| 5 | 660 - 700 | 760 - 800 | 2,0 - 10 |
| 6 | 710 - 750 |
810 - 900 |
4,0 - 10 |
| 7 | 760 - 800 | 910 - 1000 | 5,0 - 15 |
| 8 | 810 - 850 | 1010 - 1100 | 10 - 20 |
| 9 | Свыше 850 | Свыше 1100 | |

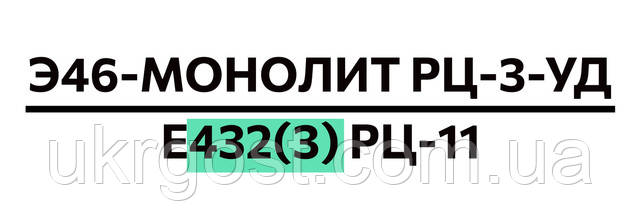
Обозначение вида покрытия
Буква Е - международное обозначение плавящегося покрытого электрода. А вот тип обмазки — буквы РЦ.
Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой пригодны для работы во всех пространственных положениях на постоянном и переменном токе. Но они плохо варят сверху вниз. Не подходит для соединения металлов с высоким содержанием углерода и серы, способствует разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение рутилового покрытия. Электроды могут работать на переменном или постоянном токе в любом пространственном положении, но вертикали сверху вниз варятся плохо.
- Ц — целлюлозное покрытие. Расходники используются для сборки металлоконструкций, отлично варятся во всех положениях в пространстве на постоянном и переменном токе. Но больше потерь от разбрызгивания.
- АР, РБ, РЦ и т.д. - смешенные покрытия — соответственно: кисло-рутиловое, рутилово-основное, рутилово-целлюлозное;
- П - прочие.
- При наличии в покрытии железного порошка более 20% добавляется буква Ж, например, АЖ.

Обозначение допустимых пространственных положений сварки
1 - Все.
2 - Все, кроме вертикального сверху вниз.
3 - Для нижнего положения, горизонтального на вертикальной плоскости и вертикального сверху вниз.
4 - Нижнее и нижнее в лодочку.
Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и падения капель.

Характеристики сварочного тока (полярность)
Встречается не всегда, особенно если речь идет о переменном токе. В этом примере 1 обозначает, что сварку можно проводить постоянным током любой полярности (рекомендуется обратной, «+» на электроде) или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
| Обозначение | Рекомендуемая полярность постоянного тока | Uₓₓ трансформатора, В |
|---|---|---|
| 0 | Обратная (+) | - |
| 1 | Любая (+/-) | 50 ± 5 |
| 2 | Прямая (-) | 50 ± 5 |
| 6 | Обратная (+) | 70 ± 10 |



- При выборе клея для плитки важно обращать внимание не только на бренд и рекомендации, но и на его маркировку, указывающую на технические характеристики продукта. От правильного выбора клея зависит надежность и долговечность облицовки. В этой статье мы рассмотрим какие бывают классификации и маркировки клеев согласно стандарту ДСТУ EN 12004-1:2020 (EN 12004-1;2017, IDT)
 Хотите создать стильный интерьер без лишних трат? Декоративная штукатурка придает стенам уникальный вид, а сделать ее самостоятельно – проще, чем кажется! В этой статье мы расскажем: ✔️ Какие материалы нужны для бюджетного варианта ✔️ Как подготовить основу для нанесения ✔️ Простую пошаговую инструкцию создания декоративного покрытия Читайте дальше и узнайте, как легко сделать стены стильными без больших трат! 💡👇
Хотите создать стильный интерьер без лишних трат? Декоративная штукатурка придает стенам уникальный вид, а сделать ее самостоятельно – проще, чем кажется! В этой статье мы расскажем: ✔️ Какие материалы нужны для бюджетного варианта ✔️ Как подготовить основу для нанесения ✔️ Простую пошаговую инструкцию создания декоративного покрытия Читайте дальше и узнайте, как легко сделать стены стильными без больших трат! 💡👇