

Електроди зварювальні Monolith РЦ 2 мм 1 кг






Електроди Моноліт РЦ
Електроди Моноліт РЦ виділяються від подібних продуктів інших виробників зменшеною величиною виділень та інтенсивністю утворення зварювального аерозолю та марганцю при зварюванні металу.
Моноліт РЦ виділяються легким вихідним і повторним запаленням, плавним і розміреним горінням дуги, забезпечують дрібні витрати металу від розбризкування, рівномірне плавлення покриття, чудове формування металу шва, легке відокремлення шлакової кірки. Легке звернення з електродами виділяє можливість виконувати зварювання новачкам зварювальникам.
Електроди Моноліт РЦ призначені для ручного дугового зварювання на постійному або змінному струмі рядових і відповідальних конструкцій з низьковуглецевих марок сталей, що поставляються по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всіх груп А, Б, В і всіх ступенів розкислення – "КП", "ПС", "СП") і по ДСТУ 7809 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
AWS A5.1: E6013 ДСТУ EN ISO 2560-A-E 42 0 RC 1 1
Основні переваги
- стрижні легко підпалюються навіть при повторному зварюванні;
- стабільна дуга без провалів та стрибків;
- у процесі зварювання немає бризок металу;
- забезпечується отримання рівного шва, закругленого та рівномірно заповненого;
- шлак, що виділяється від обмазки стрижня, легко відокремимо від зони зварювальної ванни;
- можливість використання розхідників і з професійними зварювальними апаратами та побутовими малопотужними інверторами;
- якщо при зварюванні попалася ділянка з погано доступною зварювальною лінією, стрижень може бути легко зігнутий, і таким він добре варить без вад;
- для конструкцій невідповідних, стрижень можна використовувати без попереднього очищення деталей, що зварюються;
- зварні кромки не потрібно зачищати від жиру, олії, забруднень та іржі.
Коефіцієнт наплавлення 8,5 - 9,5 г/А·год.
Витрати електродів на 1 кг наплавленого металу 1,75 кг.
Умови застосування
✅ Електроди марки Моноліт РЦ призначені для зварювання кутових, стикових, з'єднань нахльосток з металу товщиною від 3 до 20 мм.
✅ Електроди РЦ малочутливі до якості підготовки кромок, наявності іржі та інших поверхневих забруднень.
✅ При монтажному зварюванні можлива робота у всіх просторових положеннях без зміни зварювального струму.
✅ Зварювання вертикальних швів способом "зверху-вниз" проводиться короткою дугою або опиранням. Не слід допускати затікання шлаку попереду дуги.
✅ Зварювання проводити постійним струмом будь-якої полярності (рекомендується зворотним, «+» на електроді) або змінним струмом від трансформатора з напругою холостого ходу не менше 50 В.

| Основні | |
|---|---|
| Виробник | Monolith |
| Країна виробник | Україна |
| Тип електрода | Металевий |
| Тип металевого електрода | Плавильні |
| Тип покритого електрода за застосуванням | Для зварювання низьколегованих і вуглецевих конструкційних сталей |
| Тип покритого електрода за покриттям | З рутил-целюлозним покриттям |
| Тип покритого електрода за положеннями зварювання в просторі | У всіх просторових положеннях |
| Користувальницькі характеристики | |
| Вага | 1 кг |
| Вид | електроди |
| Діаметр | 2 |
- Ціна: 293,59 ₴
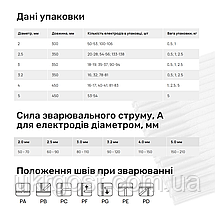
- Спосіб упаковки: 100-106 шт в упаковці 1 кг.
