

Електроди зварювальні Continent АНО-36 4 мм 5 кг





Електроди зварювальні АНО-36 Continent
Електроди АНО-36 відрізняються легким початковим та повторним запалюванням, м'яким та стабільним горінням дуги, забезпечують малі втрати металу від розбризкування, рівномірне плавлення покриття, відмінне формування металу шва, легку відокремленість шлакової кірки.
Для електродів малого діаметра зварювання може проводитися від джерел живлення, що включаються до побутової мережі. Легке поводження з електродами дає можливість виконувати зварювання зварювальникам-початківцям. Електроди малочутливі до якості підготовки кромок, іржі та інших поверхневих забруднень.
Електроди АНО-36 призначені для ручного дугового зварювання на постійному або змінному струмі рядових та відповідальних конструкцій з низьковуглецевих марок сталей, що поставляються по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всіх груп А, Б, В та всіх ступенів розкислення - "КП", "ПС", "СП") та за ДСТУ 7809 (05кп, 0 10кп, 10пс, 10, 10 20).
Коефіцієнт наплавлення – 7,8-8,0 г г/А·ч.
Витрати електродів на 1 кг наплавленого металу 1,68 кг.
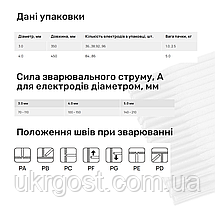
Зварювання проводити постійним струмом будь-якої полярності (рекомендується зворотним, « + » на електроді) або змінним струмом від трансформатора з напругою холостого ходу не менше 50 В.
Умови використання
- призначені для зварювання кутових, стикових та з'єднань у напуск металу завтовшки до 20 мм;
- при монтажному зварюванні можлива робота у всіх просторових положеннях без істотної зміни зварювального струму;
- електроди діаметром від 2 до 4 мм придатні для зварювання у всіх просторові положення, електроди діаметром 5 мм у всіх просторових положеннях крім положення зверху вниз;
- зварювання вертикальних швів способом зверху вниз проводиться короткою дугою або опиранням, електрод при цьому повинен знаходитися в площині, що розділяє кут зварювальних деталей навпіл і кут підйому електрода до вертикалі повинен становити 40 – 70°;
- для збільшення провару не слід допускати затікання шлаку попереду дуги

| Основні | |
|---|---|
| Виробник | Monolith |
| Країна виробник | Україна |
| Тип електрода | Металевий |
| Тип металевого електрода | Плавильні |
| Тип покритого електрода за застосуванням | Для зварювання низьколегованих і вуглецевих конструкційних сталей |
| Тип покритого електрода за покриттям | З рутил-целюлозним покриттям |
| Тип покритого електрода за положеннями зварювання в просторі | У всіх просторових положеннях |
| Користувальницькі характеристики | |
| Вид | електроди |
- Ціна: 792,70 ₴
- Спосіб упаковки: 80-83 шт в упаковці 5 кг.
