

Маркування зварювальних електродів та його розшифрування

Сьогодні можна підібрати вироби під будь-які потреби, виходячи з металів, що зварюються, виду обладнання, необхідних властивостей шва і безлічі допоміжних параметрів. Нижче ви ознайомитеся з класифікацією покритих електродів та їх позначенням.
Класифікація за ГОСТ 9466-75, 9467-75, 10051-75, 10052-75
Маркування важливе для вказівки якостей та характеристик стрижня, а також його покриття, що впливає на спалювання дуги та формування зварювального з'єднання. Самі електроди виробляються відповідно до ГОСТ 9466-75 і ГОСТ 9467-75 й у обов'язковому порядку маркуються, щоб користувач міг поглянути призначення, як краще використовувати зварювальні матеріали. У невід'ємному порядку на упаковці зазначається маркування.
Тип электроду
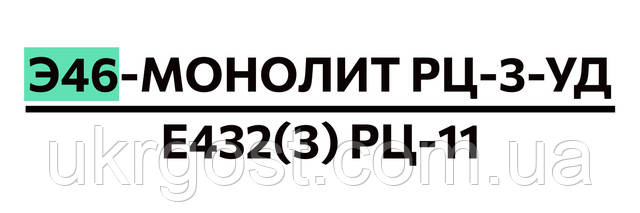
Маркування складається з групи літер та цифр, за якими стоять певні характеристики.
- Е – електрод призначений для дугового ручного зварювання;
46 - межа міцності зварного шва. У разі він становить 46 кгс/мм².
Для роботи з легованими матеріалами підходять електроди з маркуванням «Е» та цифровими позначеннями (міцність): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А. (А – шов матиме підвищену пластичність і ударну в'язкість.)
Якщо потрібно з'єднання термостійких марок сталі, то будуть потрібні електроди з умовним позначенням Е-09 та Е-10 (далі в абревіатурі слідують індекси М, МХ та інші).
| Зварювання конструкційної вуглецевої та низьколегованої сталі | Е38, Е42, Е46, Е50, Е55, Е60 |
|---|---|
| Зварювання вуглецевих та низьколегованих сталей з підвищеними вимогами щодо ударної в'язкості та пластичності шва | Е42А, Е46А, Е50А |
| Зварювання легованих конструкційних сталей | Е70, Е85, Е100, Е125, Е150 |
| Зварювання високолегованих конструкційних сталей | Е-12Х13, Е-06Х13Н, Е-10Х17Т, Е-12Х11НМФ, Е-12Х11НВМФ |
| Зварювання теплостійкої сталі | Е-09М, Е-09МХ, Е-09Х1М, Е-05Х2М, Е-09Х2М1, Е-09Х1МФ, Е-10Х1МНБФ, Е-10Х3М1БФ, Е10Х5МФ |
| Наплавлення поверхневого шару металу | Е-10, Е-10Г3, Е-12Г4, Е-15Г5, Е-16Г2ХМ, Е-30Г2ХМ — всього існує 38 типів цієї групи |

Марка
Після першого тире йде наступний набір знаків, що означає марку витратного матеріалу. Вона, як правило, описана в положеннях ГОСТу або може бути запатентованою виробником в індивідуальному порядку.
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНІ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для зварювання низьколегованих та вуглецевих сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗІО-8, АнЖР-3У, НЖ-13, НДІ-48Г для зварювання високолегованої сталі.
- ЦЧ-4, МНЧ-2 для зварювання чавуну.
- Т-590, -620, ЦН-6Л, -12М, ЕН-60М, ОЗН-400 - для наплавлення поверхневого шару.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 для підводного зварювання.
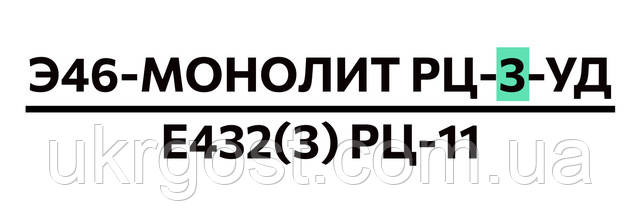
Діаметр
Далі по черзі йдуть цифри, що позначають діаметр електрода в міліметрах. У цьому прикладі цей показник становить 3 мм. Перетин електрода підбирається виходячи з товщини заготівель, що зварюються і зварювального струму. Занадто тонкі електроди швидко згорятимуть і розбризкуватимуть присадковий метал, а занадто товсті створять додатковий опір і зроблять зварювання неякісним через малу глибину розтоплення.

Призначення
Це ще один елемент, що вказує на придатність для зварювання певних металів та сплавів, як і у випадку типу електродів.
- У - для зварювання вуглецевих та низьколегованих конструкційних сталей з тимчасовим опором розриву до 60 кгс/мм²;
- В - для зварювання високолегованих сталей з особливими властивостями;
- Н - для наплавлення поверхневих шарів з особливими властивостями;
- Т — для зварювання теплостійких сплавів;
- Л — для зварювання конструкційних сталей, у яких є легуючі елементи.

Позначення товщини покриття
Остання літера верхнього рядка повідомляє про товщину шару обмазки. Вона необхідна для захисту рідкого металу зварювальної ванни від взаємодії із зовнішнім середовищем. Покриття плавиться в міру горіння дуги та плавлення стрижня. Чим товстіша обмазка, тим більше виділяється захисного газу. Рівень товщини покриття прописується в маркуванні електрода буквою:
- М – тонке.
- С – середнє.
- Г - дуже товсте (максимальне з можливих).
- Д - товсте.
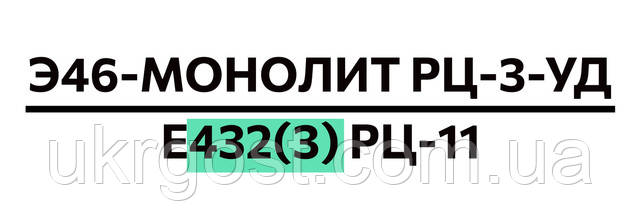
Група індексів
Така група символів наноситься лише на пакування електродів, призначених для зварювання високолегованої сталі.
Цифра 4 вказує на стійкість зварного шва до корозії. Усього існує п'ять ступенів (0/2/3/4/5) - чим вище число, тим краще. У прикладі цифра 4, що свідчить про високий захист шва від іржі при наступної експлуатації.
Цифра 3 відноситься до максимальної температури, при якій зберігається жароміцність з'єднання. Усього буває 9 варіантів, де 1 - 500 градусів, а 9 - понад 850 градусів. У нашому випадку 3-шов витримає нагрівання до 560-600 ° С без втрати властивостей.
Цифра 2 - межа робочої температури шва. Також має 9 рівнів із показником від 600 до 1100 градусів. У прикладі 2 вказує на межі в 650 °С, після якого в металі почнуться зміни.
Значення взяте у дужки (3) - кількості феритної фази у шві. Індекс підрозділяється на 8 рівнів із відсотковим змістом від 0.5-4.0% до 10-20%. За нашого показника 3 вміст феритної фази коливається від 2.0 до 5.5%.
| Індекс | Максимальна робоча температура, °С | Зміст феритної фази у металі шва, % | |
|---|---|---|---|
| по жароміцності | по жаростійкости | ||
| 0 | - | - | Не регламент. |
| 1 | До 500 | До 600 | 0,5 - 4,0 |
| 2 | 510 - 550 | 610 - 650 | 2,0 - 4,0 |
| 3 | 560 - 600 | 660 - 700 | 2,0 - 5,5 |
| 4 | 640 - 650 | 710 - 750 | 2,0 - 8,0 |
| 5 | 660 - 700 | 760 - 800 | 2,0 - 10 |
| 6 | 710 - 750 |
810 - 900 |
4,0 - 10 |
| 7 | 760 - 800 | 910 - 1000 | 5,0 - 15 |
| 8 | 810 - 850 | 1010 - 1100 | 10 - 20 |
| 9 | Більше 850 | Більше 1100 | |

Позначення виду покриття
Буква Е — міжнародне позначення покритого електрода, що плавиться. А ось тип обмазки – літери РЦ.
Існує чотири основні варіанти, а також їх змішування між собою:
- А — так позначається кисле покриття. Електроди з таким маркуванням придатні для роботи у всіх просторових положеннях на постійному та змінному струмі. Але вони погано варять зверху донизу. Не підходить для з'єднання металів з високим вмістом вуглецю та сірки, сприяє розбризкуванню крапель, можливі тріщини у шві.
- Б — це основне покриття, розраховане на зварювання постійним струмом зворотної полярності. Підходить для поєднання товстих заготівель.
- Р — Позначення рутилового покриття. Електроди можуть працювати на змінному або постійному струмі в будь-якому просторовому положенні, але вертикалі зверху вниз погано варяться.
- Ц — целюлозне покриття. Витратники використовуються для збирання металоконструкцій, відмінно варяться у всіх положеннях у просторі на постійному та змінному струмі. Але більше втрат від розбризкування.
- АР, РБ, РЦ і т.д. - змішані покриття — відповідно: кисло-рутилове, рутилово-основне, рутилово-целюлозне;
- П-інші.
- За наявності в покритті залізного порошку більше 20% додається буква Ж, наприклад, АЖ.

Позначення допустимих просторових положень зварювання
1 - Всі.
2 - Всі, крім вертикального зверху вниз.
3 - Для нижнього положення, горизонтального на вертикальній площині і вертикального зверху вниз.
4 - Нижнє та нижнє в човник.
Ігнорування цієї частини маркування призводить до поганого провару, пропалів, підвищеної витрати металу на розбризкування і падіння крапель.

Характеристики зварювального струму (полярність)
Зустрічається не завжди, особливо якщо йдеться про змінний струм. У цьому прикладі 1 означає, що зварювання можна проводити постійним струмом будь-якої полярності (рекомендується зворотної, «+» на електроді) або змінним струмом від трансформатора з напругою холостого ходу не менше 50 В.
| Позначення | Полярність постійного струму, що рекомендується | Uₓₓ трансформатора, В |
|---|---|---|
| 0 | Зворотна (+) | - |
| 1 | Будь-яка (+/-) | 50 ± 5 |
| 2 | Пряма (-) | 50 ± 5 |
| 6 | Зворотна (+) | 70 ± 10 |



- Під час вибору клею для плитки важливо звертати увагу не тільки на бренд і рекомендації, а й на його маркування, що вказує на технічні характеристики продукту. Від правильного вибору клею залежить надійність і довговічність личкування. У цій статті ми досліджуємо, які бувають класифікації та маркування клеїв відповідно до стандарту ДСТУ EN 12004-1:2020 (EN 12004-1;2017, IDT)
 Хочете створити стильний інтер'єр без зайвих витрат? Декоративна штукатурка надає стінам унікального вигляду, а зробити її самостійно — простіше, ніж здається! У цій статті ми розповімо: ✔️ Які матеріали потрібні для бюджетного варіанту ✔️ Як підготувати основу для нанесення ✔️ Простий покроковий інструкцію створення декоративного покриття Читайте далі та дізнайтеся, як легко зробити стіни стильними без великих витрат! 💡👇
Хочете створити стильний інтер'єр без зайвих витрат? Декоративна штукатурка надає стінам унікального вигляду, а зробити її самостійно — простіше, ніж здається! У цій статті ми розповімо: ✔️ Які матеріали потрібні для бюджетного варіанту ✔️ Як підготувати основу для нанесення ✔️ Простий покроковий інструкцію створення декоративного покриття Читайте далі та дізнайтеся, як легко зробити стіни стильними без великих витрат! 💡👇